

INSTACOATTM Aqua is a general-purpose film coating system consisting of a dry blend of polymers, plasticizers, pigments, opacifier and other excipients. The system is optimized to give superior tablet finish using water as the solvent system.
| Features | Benefits |
|---|---|
| INSTACOAT System | |
|
|
|
|
|
|
|
|
|
|
| INSTACOAT AQUA | |
|
|
|
|
|
|
|
|
|
|
All products are checked for the regulatory compliance of all ingredients in the target countries and market segments of sale. This determination is made at the time the initial formulation is established, based on customer-supplied information. If market countries and/or segments are extended once the formulation has been established, customers are encouraged to contact us to ensure that regulatory compliance is not compromised.

Purified water at up to 11% w/w solids
Variable-speed mechanical stirrer
Mixing Vessel
Determine the quantities of Instacoat Aqua (11% w/w solids) and water required based on the quantity of tablets to be coated and the target coating weight gain. e.g.: For coating 1.0 kg of tablets to 3% wt. gain, weigh 33 g Instacoat and 267 gm purified water at room temperature (includes 10% overage for losses).
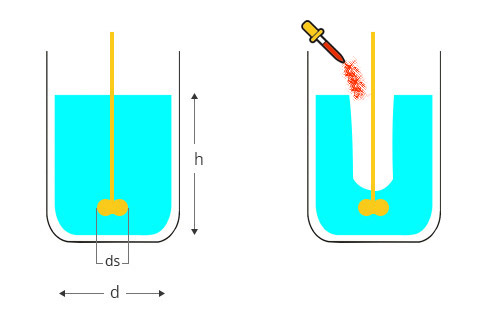
Add the weighed quantity of water to a mixing vessel.
Using a mechanical stirrer, stir the purified water to form a vortex.
Add required quantity of Instacoat Aqua II to the centre of the liquid vortex in a slow steady stream, avoiding clumping while maintaining a vortex. Once the entire quantity of Instacoat has been added, reduce the stirrer speed to eliminate the vortex. (Fig. 2) Continue mixing for 45 minutes.
| Side-vented (fully perforated) pans | Conventional (non perforated) pans | |
|---|---|---|
| Pan diameter (inch) | 24-60 | 12-36 |
| Tablet load (kg) | 10-300 | 0.5-50 |
| Weight gain (%) | 2.0-3.0% | |
| Number of guns | 1-6 | 1 |
| Liquid nozzle diameter (mm) | 1.0-1.2 | |
| Atomising air pressure (bar) | 2.5-3.5 | |
| Pattern air pressure | To achieve maximum uniform bed coverage | |
| Tablet bed temperature, Aqueous (⁰C) | 40-42 | |
| Inlet air temperature (⁰C) | Set to achieve required product bed temperature | |
| Suspension spray rate | Set to achieve required product bed temperature | |
| Exhaust air volume | To maintain slight negative pressure in pan | |
| Pan speed | Minimum for steady tablet flow through spray zone | |
*Tablet bed temperature offers the most effective way of controlling the coating process. Where this measurement is unavailable, exhaust temperature may be substituted. However, the relationship between the two measurements is complex and depends on several factors such as pan load, pan depression, pan design and airflow rate. Indicated exhaust temperature may be above or below the true bed temperature. It is recommended that the relationship between the two measurements is calibrated.
HPMC; Plasticiser; Titanium Dioxide; Edible Pigments, Glidant